Major site overhaul: resources hub, content migration, new blog posts, forms
- Redesign /resources as sectioned hub with category pages - Migrate 645 Squarespace CDN images to local /images/content/ - Create 9 new news/blog posts with event photos - Fix blog post slugs (rename gibberish filenames) - Rename Design Blog to Design Blogs across site - Remove education page, replace with Platform in nav - Redesign rover repair request form with dynamic rover entries - Add school search combobox to contact, store, and repair forms - Extract shared KNOWN_SCHOOLS data - Make /rover-expansion-3d-printing dynamically pull from MDX - Add related resources sections to product pages - Fix homepage broken /quote links to /store - Store page: sample kit cards, inline quote builder, mailing list opt-in
This commit is contained in:
@@ -1,13 +1,13 @@
|
||||
---
|
||||
title: "Troubleshooting 3D Prints"
|
||||
date: "2024-02-15"
|
||||
categories: ["Guides"]
|
||||
categories: ["3D Printing Guides"]
|
||||
tags: []
|
||||
excerpt: "When it comes to 3D printing, there are a 101 things that can go wrong with the print. They may be minor, fine details that require adjustments, all the way to errors that cause a print to fail completely. In this guide, you will learn how to identif"
|
||||
featuredImage: "/images/resources/troubleshooting-3d-prints.jpg"
|
||||
---
|
||||
|
||||
|
||||

|
||||
|
||||
When it comes to 3D printing, there are a 101 things that can go wrong with the print. They may be minor, fine details that require adjustments, all the way to errors that cause a print to fail completely. In this guide, you will learn how to identify common printing errors, and implement solutions for them.
|
||||
|
||||
@@ -15,65 +15,17 @@ When it comes to 3D printing, there are a 101 things that can go wrong with the
|
||||
|
||||
Using this guide is quite simple. Simply click on an image below which resembles an issue similar to your print, and follow the guide linked to it. If the guide doesn’t feel quite right for your purpose, come back and click on another image to see another guide.
|
||||
|
||||
Please note that the solutions listed for the issues are the most common fixes. There are other solutions that will also work for many of these problems that are not included
|
||||
Please note that the solutions listed for the issues are the most common fixes. There are other solutions that will also work for many of these problems that are not included[ ](https://micromelon.com.au/resources/troubleshooting-3d-prints/#bed-adhesion)
|
||||
|
||||
[
|
||||
Bed Adhesion[ ](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#layer-shifting)
|
||||
|
||||
|
||||
Layer Shifting[ ](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#under-extrusion)
|
||||
|
||||

|
||||
Under Extrusion[ ](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#cooling)
|
||||
|
||||
](https://micromelon.com.au/resources/troubleshooting-3d-prints/#bed-adhesion)
|
||||
Overhangs and Cooling[ ](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#stringing)
|
||||
|
||||
Bed Adhesion
|
||||
|
||||
[
|
||||
|
||||
|
||||
|
||||

|
||||
|
||||
](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#layer-shifting)
|
||||
|
||||
Layer Shifting
|
||||
|
||||
[
|
||||
|
||||

|
||||
|
||||

|
||||
|
||||
](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#under-extrusion)
|
||||
|
||||
Under Extrusion
|
||||
|
||||
[
|
||||
|
||||
|
||||
|
||||

|
||||
|
||||
](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#cooling)
|
||||
|
||||
Overhangs and Cooling
|
||||
|
||||
[
|
||||
|
||||
|
||||
|
||||

|
||||
|
||||
](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#stringing)
|
||||
|
||||
Stringing
|
||||
|
||||
[
|
||||
|
||||
|
||||
|
||||

|
||||
|
||||
](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#texture)
|
||||
Stringing[ ](https://micromelon.com.au/resources/troubleshooting-3d-prints?rq=troubleshooting/#texture)
|
||||
|
||||
Surface Texture
|
||||
|
||||
@@ -83,41 +35,37 @@ If a print does not stick uniformly to a build plate, it may have a non-uniform
|
||||
|
||||
#### Bed Levelling:
|
||||
|
||||

|
||||

|
||||
|
||||
Bed levelling refers to tuning the distance of the nozzle from the bed when printing the first layer. As seen in the diagram, this height must be calibrated perfectly depending on the printer. For more on bed levelling, head to our ‘Maintaining a 3D Printer’ guide:
|
||||
|
||||
[
|
||||
How to Maintain a 3D Printer
|
||||
](how-to-maintain-a-3d-printer)
|
||||
Bed levelling refers to tuning the distance of the nozzle from the bed when printing the first layer. As seen in the diagram, this height must be calibrated perfectly depending on the printer. For more on bed levelling, head to our ‘Maintaining a 3D Printer’ guide:[How to Maintain a 3D Printer](how-to-maintain-a-3d-printer)
|
||||
|
||||
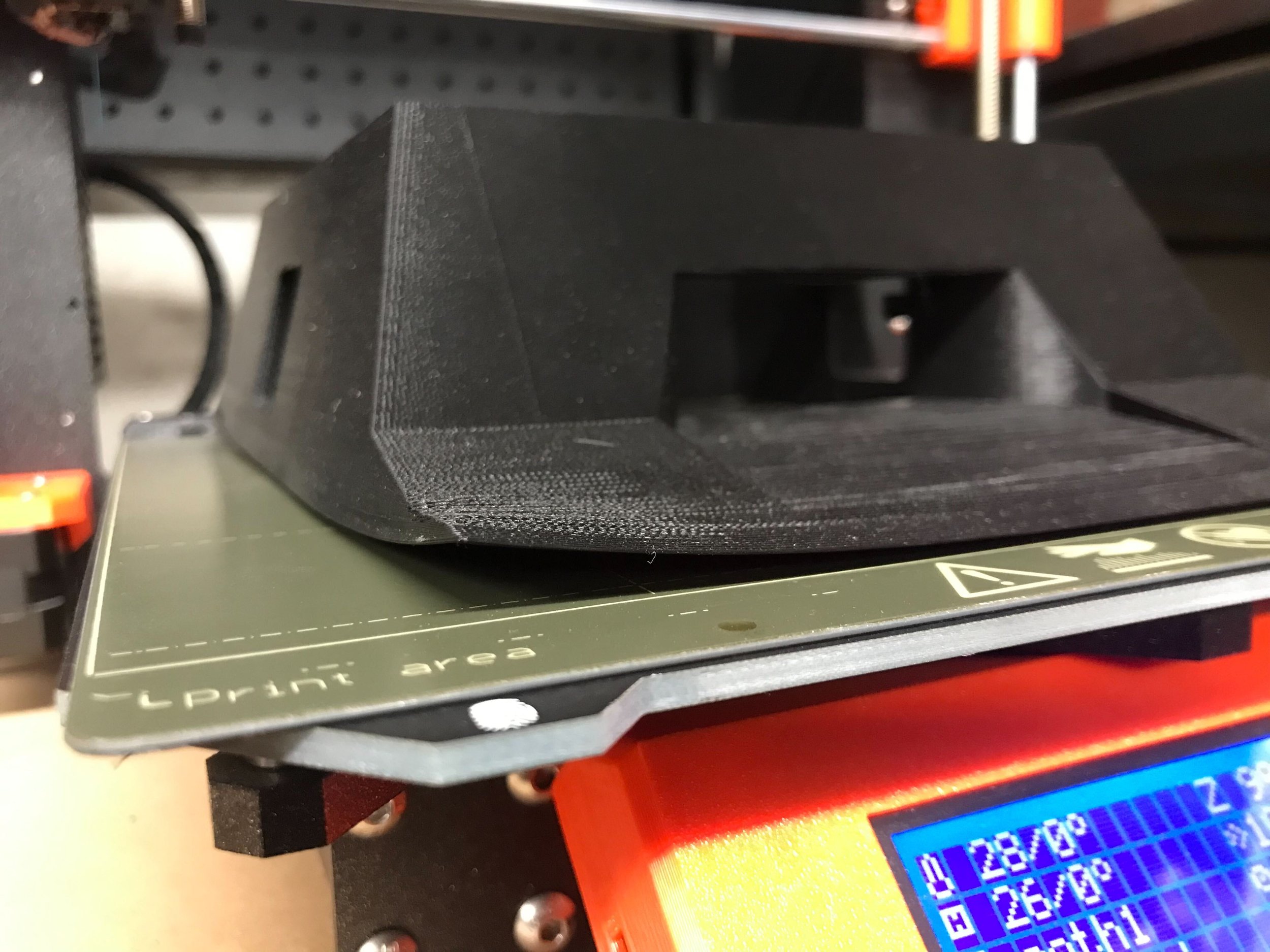
#### Build Surface:
|
||||
|
||||
Even with a perfectly calibrated bed level, you may come across the issue that the filament peels off the bed. This can happen as a result of the material and texture of the build plate. Shown below are some tips and tricks you can implement to get better bed adhesion.
|
||||
|
||||
|
||||

|
||||
|
||||
Lining the bed with painters tape
|
||||
|
||||
- **Clean the bed: **Sometimes dust and residue from previous prints can cause a first layer to lift. A great way to clean the bed is to spray it with isopropyl alcohol and wipe it down.
|
||||
- **Clean the bed:** Sometimes dust and residue from previous prints can cause a first layer to lift. A great way to clean the bed is to spray it with isopropyl alcohol and wipe it down.
|
||||
|
||||
- **Use Adhesives: **A technique to use with glass build surfaces is to spread a washable adhesive such as glue stick or clear hairspray on the surface while it’s hot. This literally sticks the print to the build surface and ensures it doesn’t peel. Remember to reapply every few prints, and to clean the residue off the bed every now and then.
|
||||
- **Use Adhesives:** A technique to use with glass build surfaces is to spread a washable adhesive such as glue stick or clear hairspray on the surface while it’s hot. This literally sticks the print to the build surface and ensures it doesn’t peel. Remember to reapply every few prints, and to clean the residue off the bed every now and then.
|
||||
|
||||
- **Painters Tape: **Similar to using adhesives, the bed can be covered with a layer of painters tape prior to each print. This allows the print to stick to the tape, which in turn sticks well to the build surface.
|
||||
- **Painters Tape:** Similar to using adhesives, the bed can be covered with a layer of painters tape prior to each print. This allows the print to stick to the tape, which in turn sticks well to the build surface.
|
||||
|
||||
#### First Layer:
|
||||
|
||||
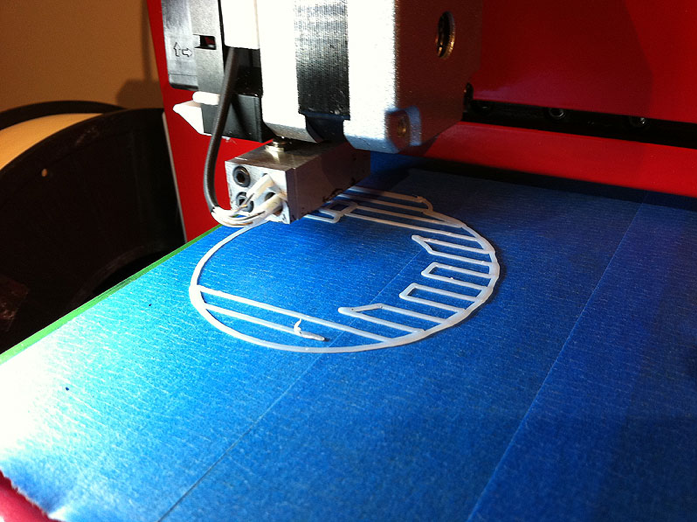
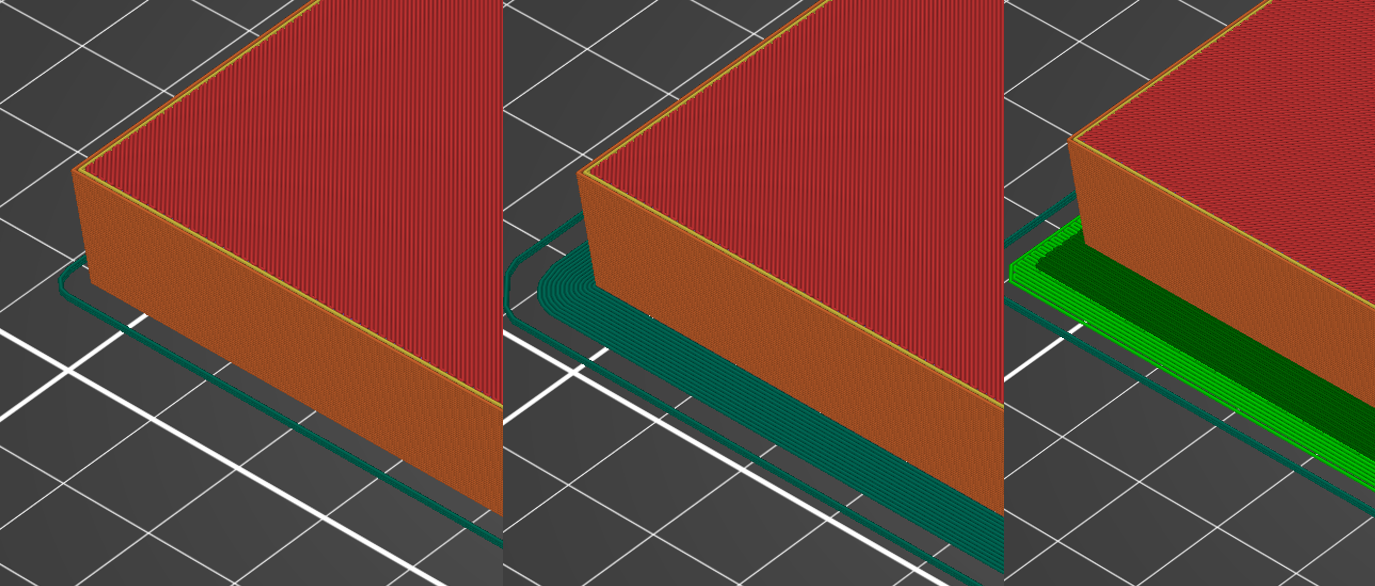
A technique to improve bed adhesion through the slicer is to use a skirt, brim, or a raft.
|
||||
|
||||
|
||||

|
||||
|
||||
Skirt, Brim, and Raft respectively
|
||||
|
||||
- **Skirt: **Prints a few lines around a print (unconnected to print). This helps to prime the nozzle and ensure a uniform flow of material before starting on the print.
|
||||
- **Skirt:** Prints a few lines around a print (unconnected to print). This helps to prime the nozzle and ensure a uniform flow of material before starting on the print.
|
||||
|
||||
- **Brim: **A brim is like a skirt however it connects to the outer perimeter of the print itself. This helps to stick the outermost perimeter of the print to the bed.
|
||||
- **Brim:** A brim is like a skirt however it connects to the outer perimeter of the print itself. This helps to stick the outermost perimeter of the print to the bed.
|
||||
|
||||
- **Raft: **A raft is about 3 or more layers printed first on the bed before the print itself is printed on the raft. This creates a whole new surface for the print to adhere to.
|
||||
- **Raft:** A raft is about 3 or more layers printed first on the bed before the print itself is printed on the raft. This creates a whole new surface for the print to adhere to.
|
||||
|
||||
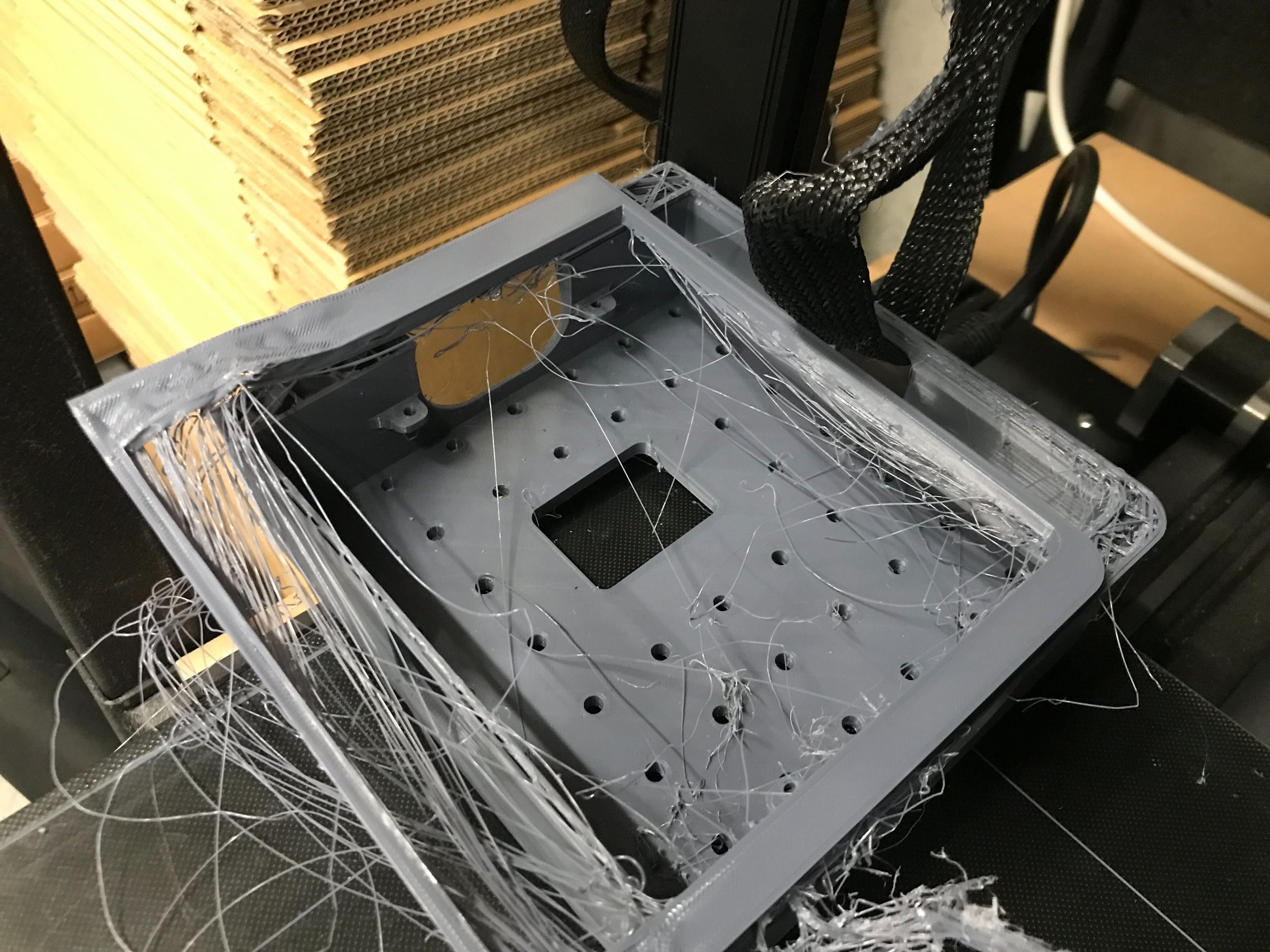
## Layer Shifting:
|
||||
|
||||
@@ -125,7 +73,7 @@ Layer shifting is when the entire print shifts to a side and continues printing.
|
||||
|
||||
#### Belt Tension:
|
||||
|
||||

|
||||

|
||||
|
||||
Most 3D printers have belts to move the gantry or build plate around. When a belt is not at the correct tension, prints may come out in a warped shape or if the belt skips, layer shifting will occur. To tension belts correctly, head to our ‘Maintaining a 3D Printer’ guide:
|
||||
|
||||
@@ -133,7 +81,7 @@ Most 3D printers have belts to move the gantry or build plate around. When a bel
|
||||
|
||||
#### Build Plate Securing:
|
||||
|
||||

|
||||

|
||||
|
||||
Sometimes a simple cause of this issue is if the build plate is not secured properly. When the build plate slips, the printer continues printing at the same place, however the entire print has been shifted to the side. Depending on your printer, some binder clips can be used to clip the build plate to the bed. Make sure the clips do not get in the way of the head or printer when it’s operating.
|
||||
|
||||
@@ -147,7 +95,7 @@ The extruder nozzle can be the culprit of many under-extrusion issues. Most extr
|
||||
|
||||
Use a needle: First, the printer must be heated up, and the filament should be removed. Then, a dedicated 3D printer nozzle needle can be inserted in from below. Do this a few times to clean any blockages from the nozzle.
|
||||
|
||||
Cold Pull:** **If the technique above does not work, a cold pull can be performed. This is a technique where a small length of filament is used to completely flush out the hotend and anything that may be trapped inside. To perform a cold pull, take a look at the following steps:
|
||||
Cold Pull:** ** If the technique above does not work, a cold pull can be performed. This is a technique where a small length of filament is used to completely flush out the hotend and anything that may be trapped inside. To perform a cold pull, take a look at the following steps:
|
||||
|
||||
- Heat the nozzle to printing temperature (of the last printed material) and remove any filament (and PTFE tube if your printer is a Bowden setup).
|
||||
|
||||
@@ -165,9 +113,9 @@ There are many different materials used in 3D printing, and each possess differe
|
||||
|
||||
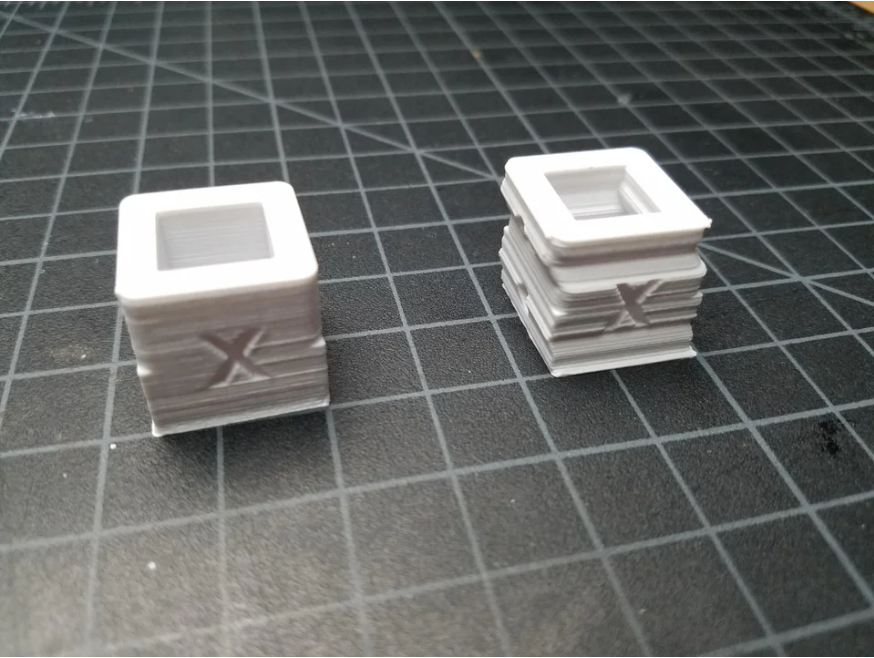
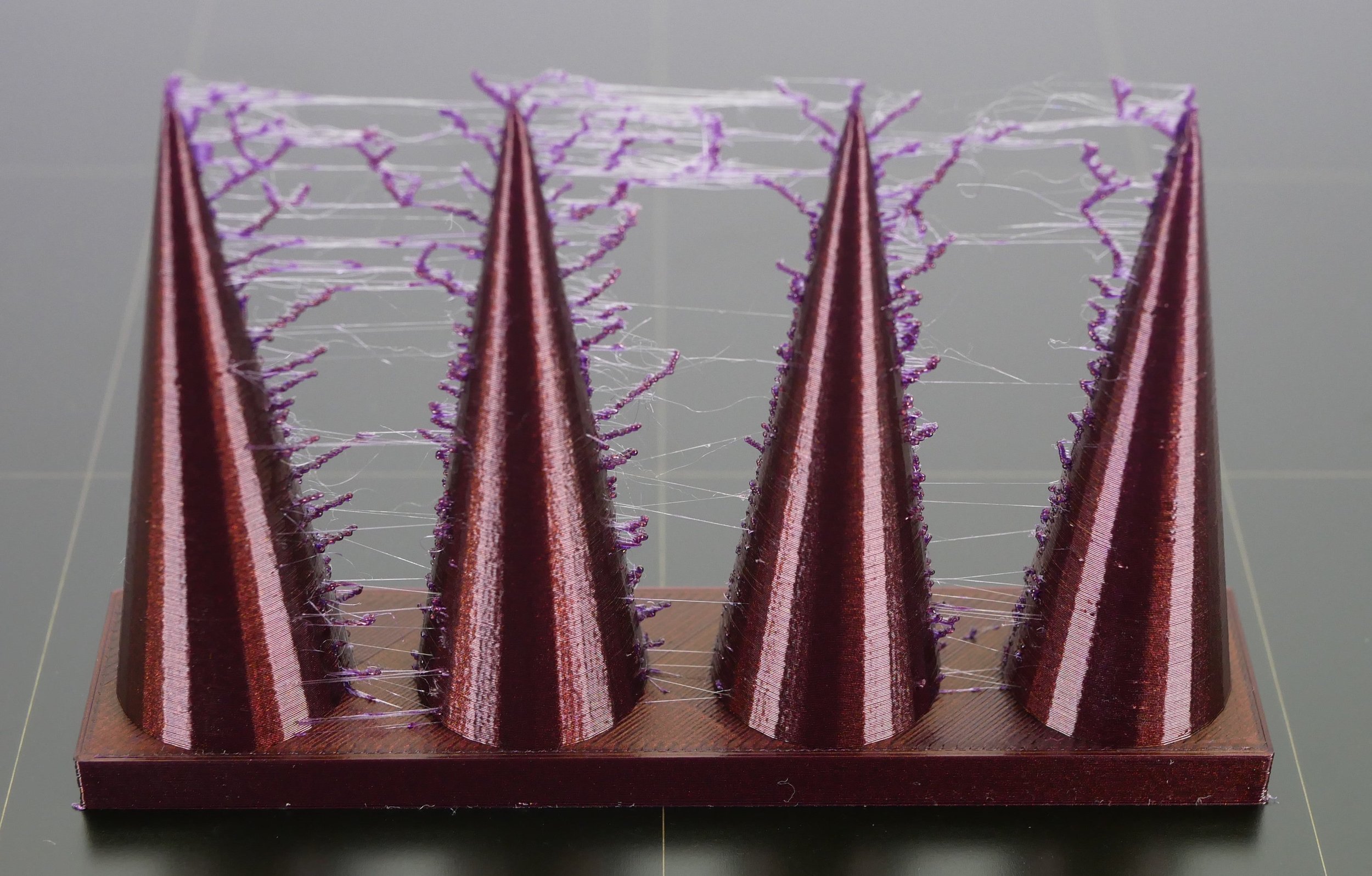
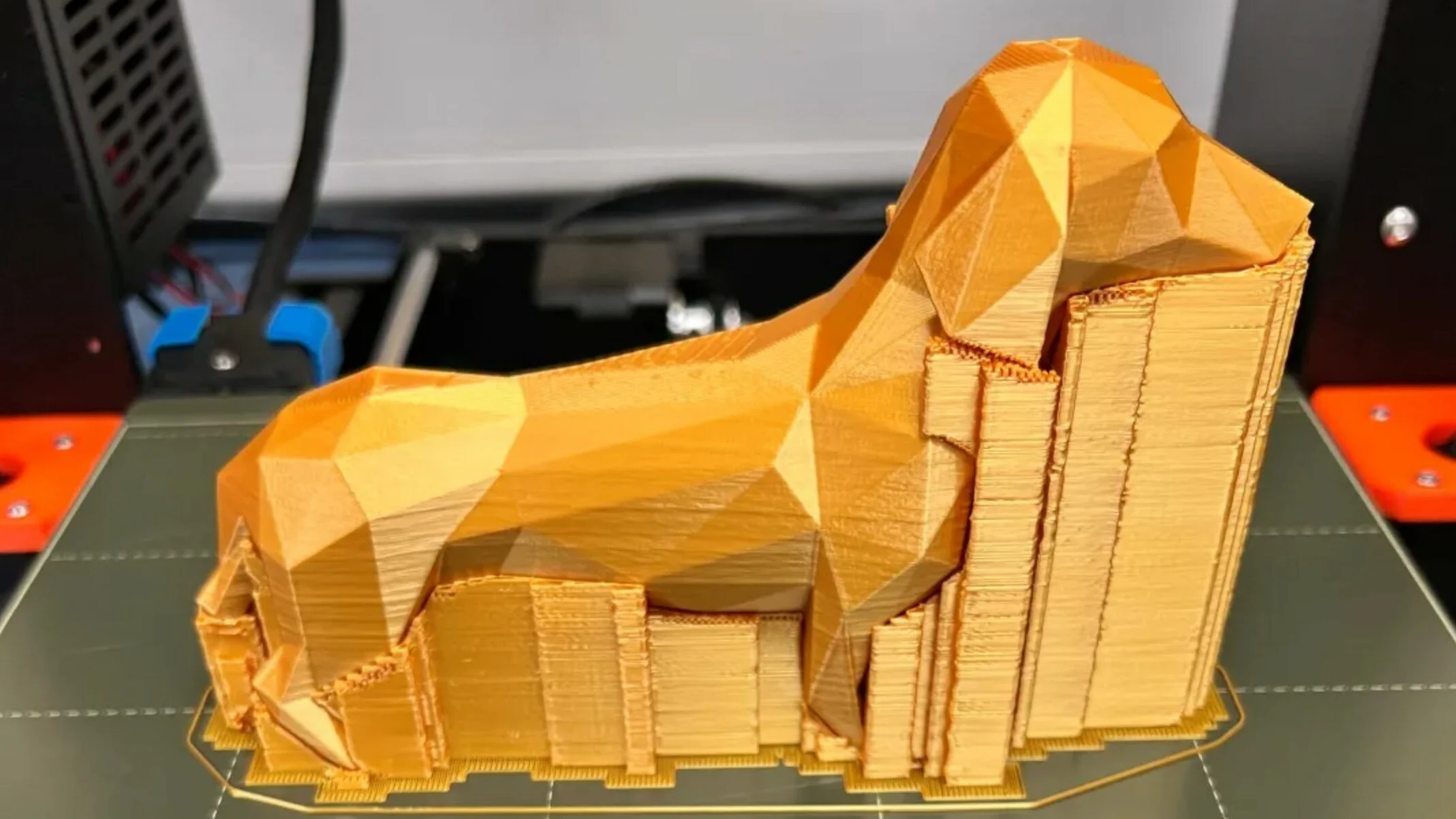
Filament is known to absorb moisture and dust from the air which can compromise the quality of the material. This can cause weak prints, irregular extrusion, and even clog the nozzle entirely. Filament that has absorbed moisture tends to be brittle, and sometimes makes a crackling sound when melted in the hotend. It is however possible to restore quality to the filament using a filament dryer. If a filament dryer isn’t accessible, a modified food dehydrator or even an oven in some cases can be used to dry filament. Shown below are two prints of the same roll and the same printer, the only difference being the filament was dried in a food dehydrator prior to printing the part on the right:
|
||||
|
||||

|
||||

|
||||
|
||||

|
||||

|
||||
|
||||
To prevent exposing the filament to dust and moisture, store rolls in an airtight bag away from sunlight. Desiccants and vacuum sealing can be used for an even safer storage technique.
|
||||
|
||||
@@ -193,7 +141,7 @@ Sometimes, overhangs simply cannot be achieved even with the help of perfect coo
|
||||
|
||||
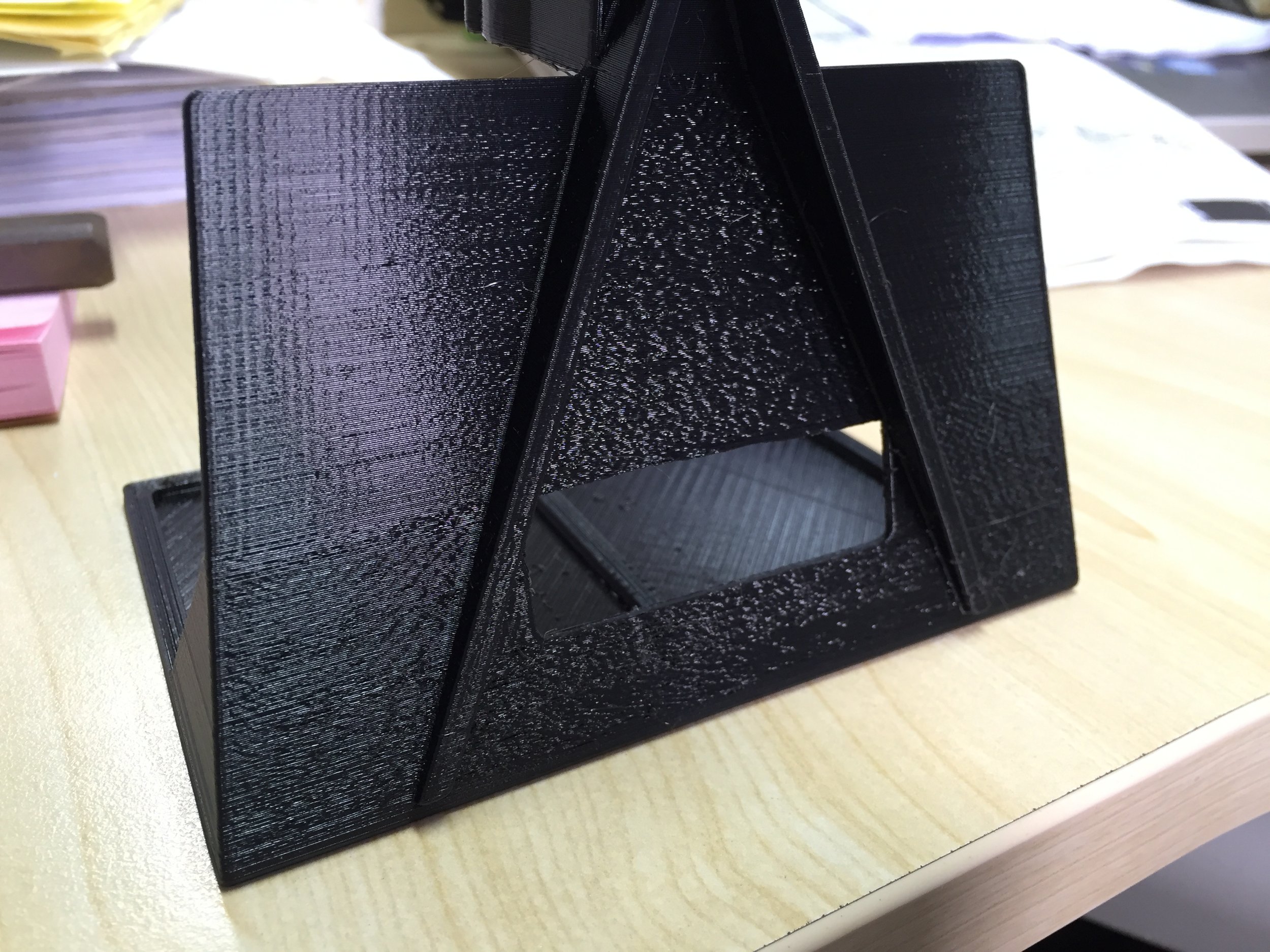
There are many other support settings to play around with, but these are the ones we’ve found to be the most important.
|
||||
|
||||
|
||||

|
||||
|
||||
*Creidt: vmsaSTEM*
|
||||
|
||||
@@ -207,13 +155,13 @@ The most common cause of stringing is temperature. Simply put, the hotter the fi
|
||||
|
||||
Another faster trick to find the ideal printing temperature is to use a temperature tower. Download a temperature tower (any should do) and use your slicer’s advanced settings to add temperature changes each block. Shown below is how we prepared a temperature tower in Prusaslicer.
|
||||
|
||||

|
||||

|
||||
|
||||
- Download the files for a temperature tower and import it into a slicer. The temperature tower by Simplify3D was used for this tutorial.
|
||||
|
||||
[Simplify3D Temperature Tower](https://www.thingiverse.com/thing:2893943/files)
|
||||
|
||||

|
||||

|
||||
|
||||
2. Use advanced settings on your slicer to add a temperature change on each platform. A good way to do this is to start at the coldest recommended temperature for your material and increase in 5°C increments.
|
||||
|
||||
@@ -225,7 +173,7 @@ To do this in Prusaslicer:
|
||||
|
||||
3) Enter the `M104 S<temperature>` command to set a temperature change at that layer. In the example image, the temperature is being set to 240°C
|
||||
|
||||

|
||||

|
||||
|
||||
After the print, inspect and see which temperature results are the best and use that temperature for future prints with that filament.
|
||||
|
||||
@@ -237,9 +185,9 @@ Sometimes stringing is unavoidable, however measures can be taken so these strin
|
||||
|
||||
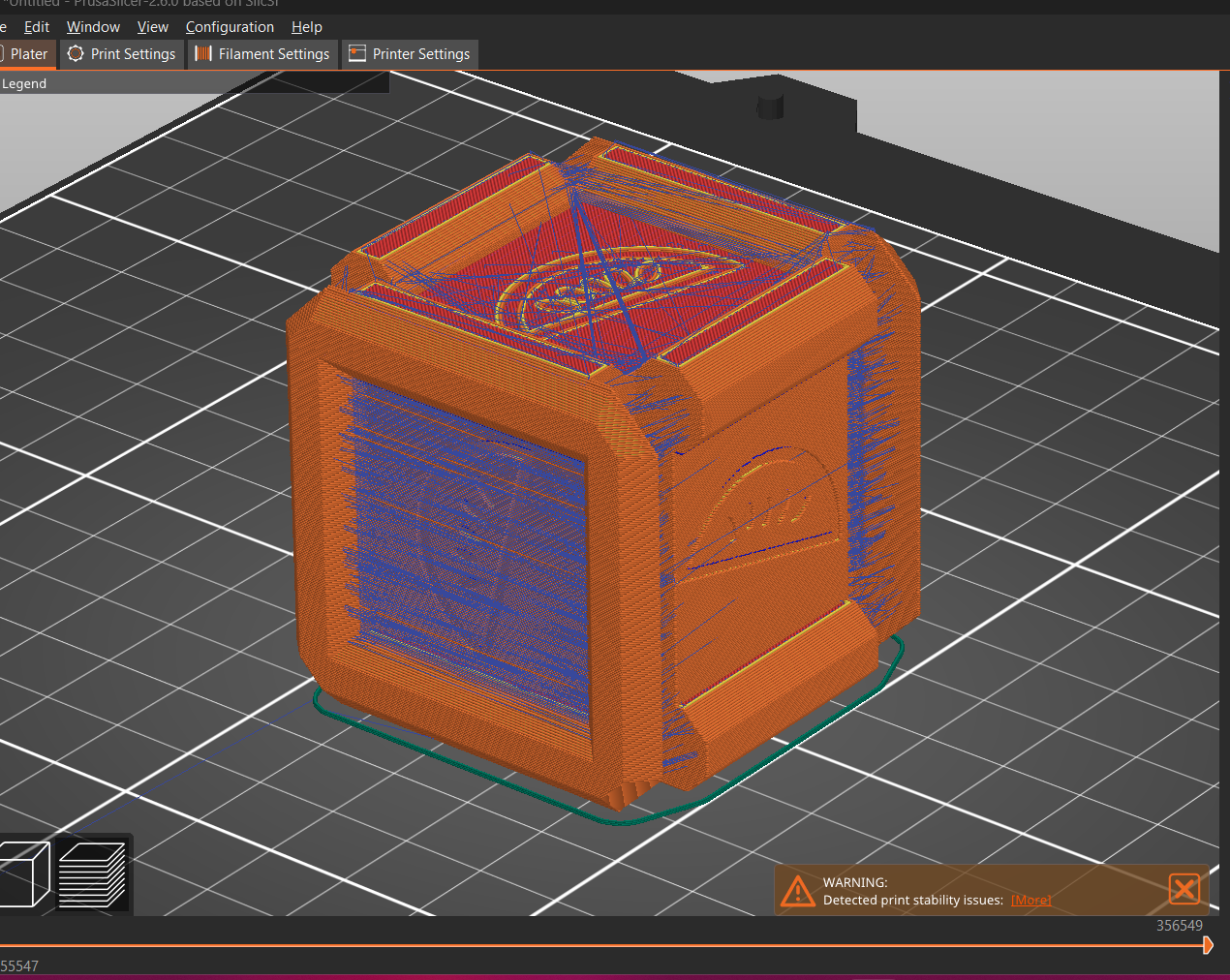
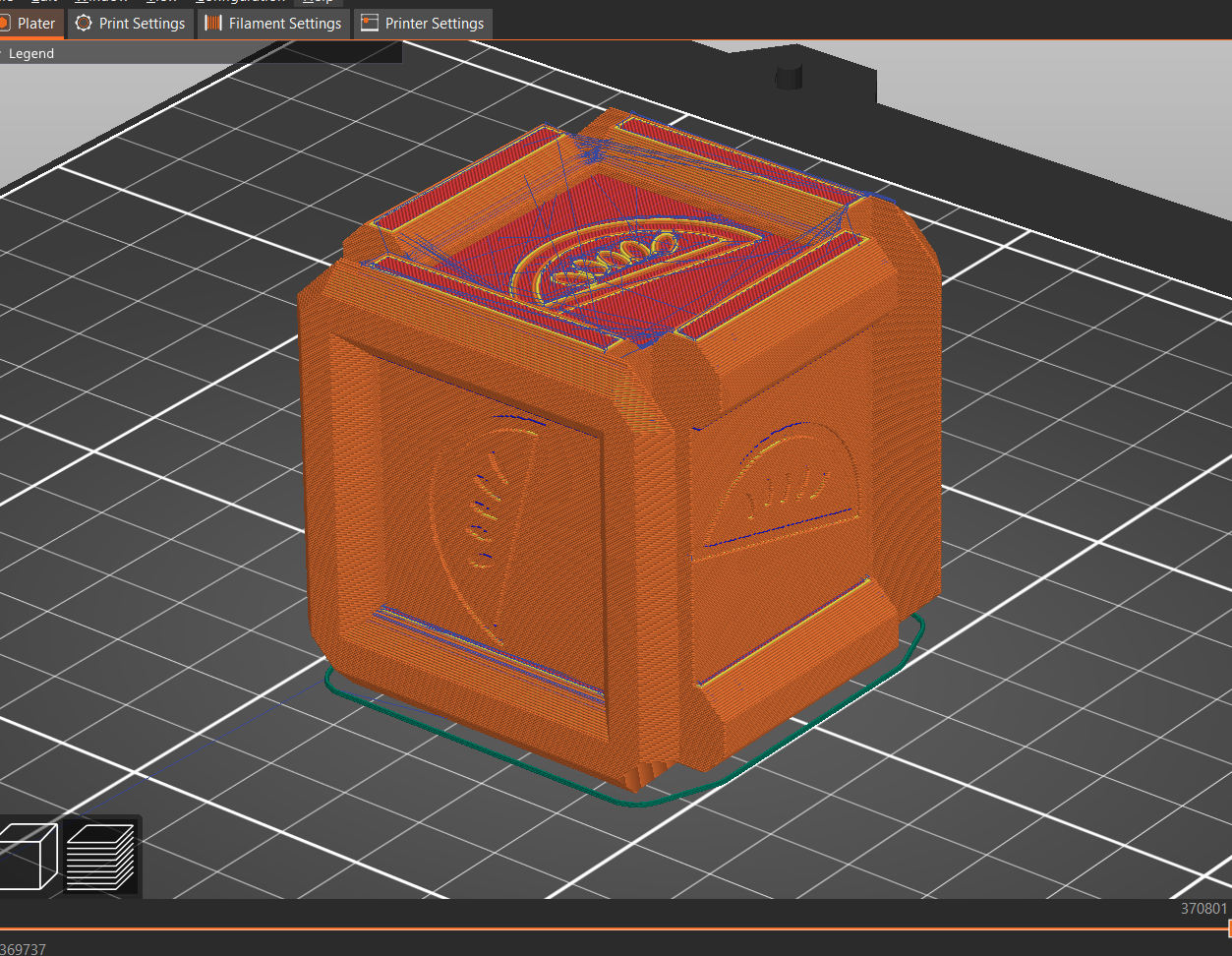
- Travel only over print/Avoid crossing perimeters: Enabling this setting, forces the printer to travel only over the part and not through open space when possible. Shown in the example below, dark blue lines indicate the travel of the print head. On the left side is without this setting and we can see there can be a lot of stringing. However, with the setting enabled for the print on the right, there is a far lower chance of stringing.
|
||||
|
||||
|
||||

|
||||
|
||||
|
||||

|
||||
|
||||
- Retraction: Retraction is where the extruder pulls out the filament a bit when it’s not printing. This releases the pressure in the nozzle and reduces leaks. A retraction of about 4mm at 60mm/s is a standard setting to use.
|
||||
|
||||
@@ -255,8 +203,4 @@ To fix vibrations, simply observe the printer to see where vibrations may be occ
|
||||
|
||||
#### Belt Tension:
|
||||
|
||||
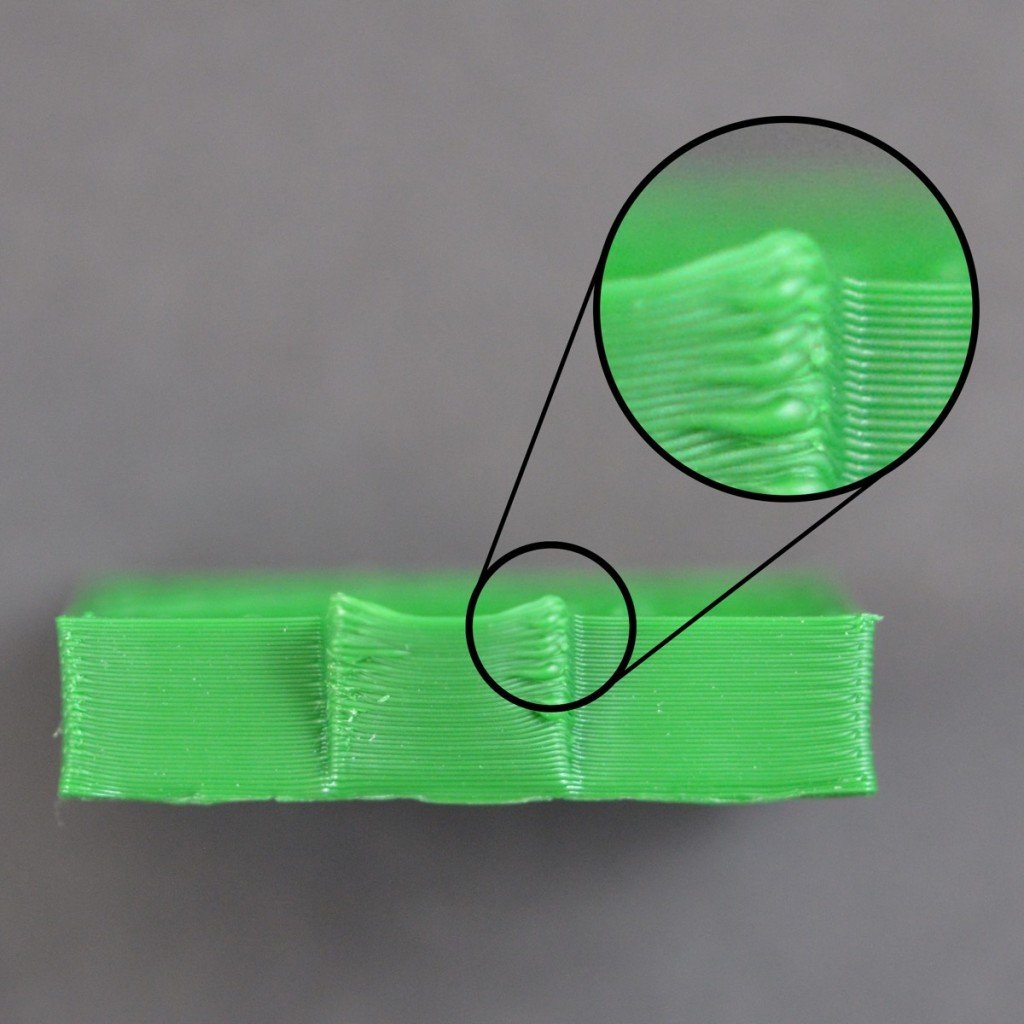
Tensioning belts is a crucial part of maintaining 3D printers. This doesn’t have to be done often, however belts must always be at the correct tension. When belts are not tensioned correctly, dimensional defects may occur in the print like in the example below. For tips on getting your belts tensioned correctly, visit our page on maintaining 3D printers through the link below:
|
||||
|
||||
[
|
||||
How To Maintain a 3D Printer
|
||||
](/resources/how-to-maintain-a-3d-printer)
|
||||
Tensioning belts is a crucial part of maintaining 3D printers. This doesn’t have to be done often, however belts must always be at the correct tension. When belts are not tensioned correctly, dimensional defects may occur in the print like in the example below. For tips on getting your belts tensioned correctly, visit our page on maintaining 3D printers through the link below:[How To Maintain a 3D Printer](/resources/how-to-maintain-a-3d-printer)
|
||||
|
||||
Reference in New Issue
Block a user